




Textiles made from cellulose fibers are becoming more and more important as the world rapidly moves away from fossil-fuel derived products and seeks more environmentally friendly raw materials. ANDRITZ has developed the A-ConFlex™ continuous cooking method for bleached dissolving pulp production to make it easy for pulp producers to switch between dissolving pulp and kraft pulp according to market demand.
ANDRITZ has made it easy for pulp producers to switch between producing kraft and dissolving pulp, but it is by no means a simple process. There are major differences between the two pulps when it comes to qualities and production processes. However, with the A-ConFlex concept, ANDRITZ has taken a complex challenge and transformed it into a user-friendly and reliable solution.
The A-ConFlex is the only potential system available on the market for continuous dissolving pulp production and is already a proven technology with 10 systems delivered to ANDRITZ customers around the world.
There are a number of differences in the production of kraft pulp and dissolving pulp. Viscosity is the main difference as it needs to be much lower in dissolving pulp than in kraft pulp. Another difference is that the pulp needs to be much cleaner. All hemicellulose has to be removed along with all traces of metals and impurities such as sand. The third main difference is that the water supply needs to be changed to purified waters, to ensure purity of the final pulp.
“Basically the quality of the dissolving pulp needs to be at a much higher quality level, when compared to kraft pulp,” says Michael Bloder, Head of Product and Technology Management, Wet End, ANDRITZ.
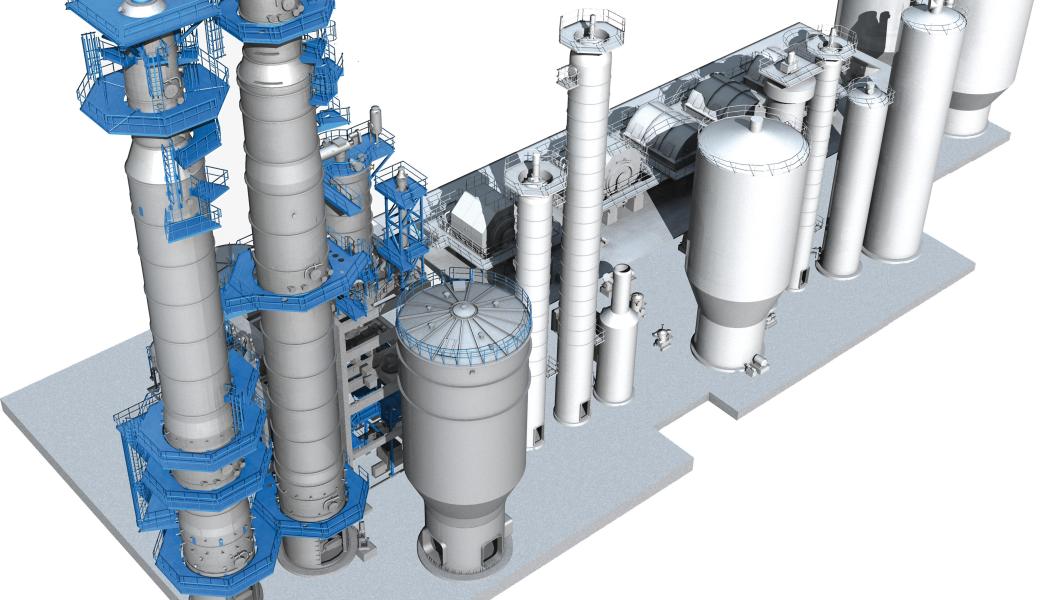
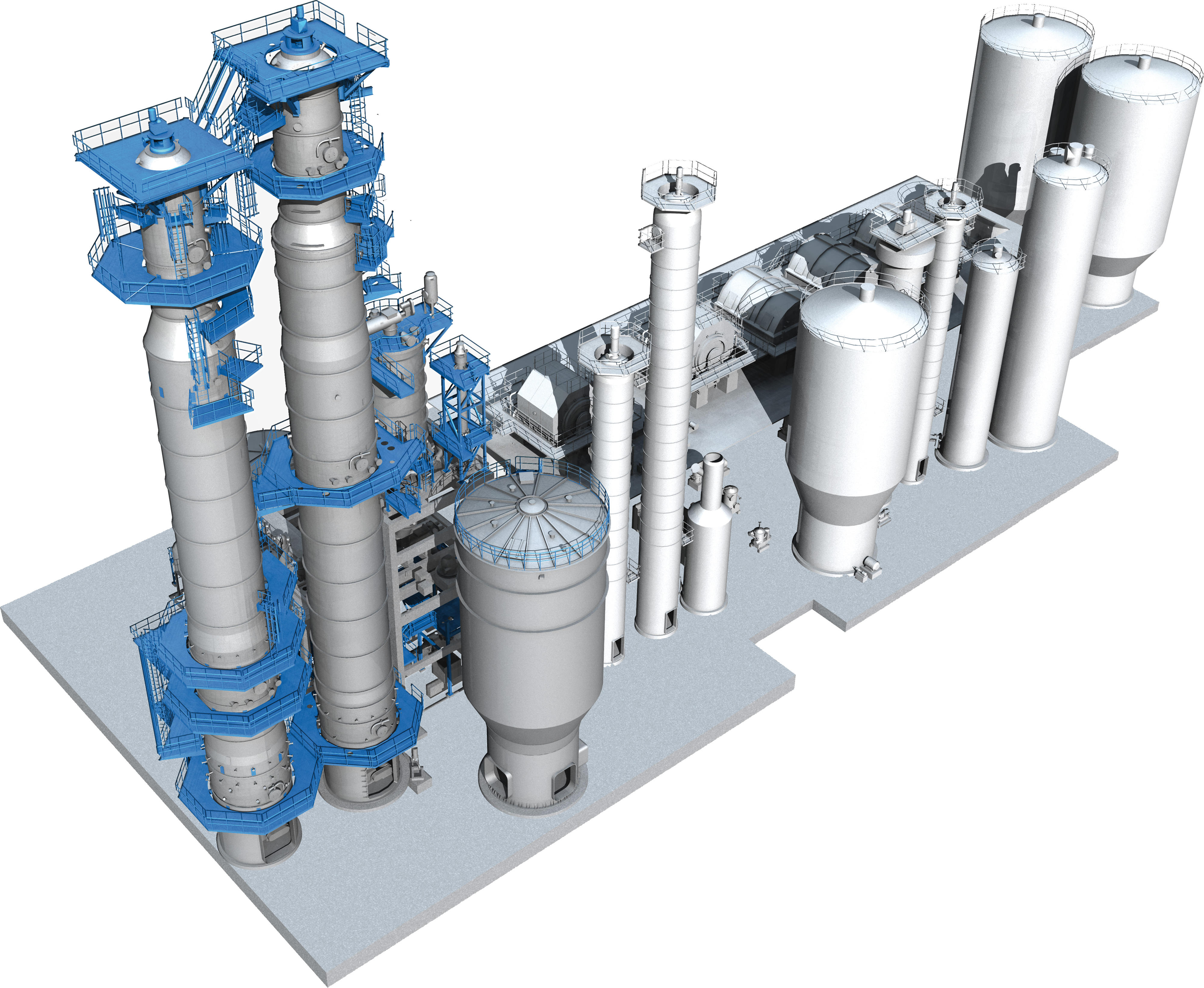
To address these differences, a number of adaptations need to be made on a kraft pulp fiberline to enable the production of dissolving pulp. Sampsa Laakso, Manager Technology, Fiberline Cooking, explains, “The most important change to the fiberline is the installation of a pre-hydrolysis vessel before the digester; this is for the removal of hemicellulose. This is carried out by adding steam and heat to the chips with the reaction then hydrolyzing the hemicellulose.”
When it comes to lowering the viscosity, the process has been adapted to reduce the level by up to half at the oxygen delignification stage. Taneli Alajoutsijärvi, Technology Specialist, Fiberline Washing and Bleaching, ANDRITZ, says, “In dissolving pulp we want to have a low viscosity, around 400-500 ml/g, whereas in kraft pulp we want as high viscosity as possible, around 800-850 ml/g. So, we have to significantly reduce the viscosity levels. This we do in various ways on the fiberline, including the possibility of introducing an ozone stage, which gives more flexibility to the control of viscosity.
“The viscosity issue is very important, as if it is too high, the dissolvability of the pulp is reduced.”
Andritz DD-Washers in the fiberline are also put to good use in the production of dissolving pulp; Alajoutsijärvi says, “Production rates are higher for kraft pulp and lower when it comes to producing dissolving pulp, so we use DD-Washers more efficiently by adding more washing stages for dissolving pulp production. For example, there can be two washing stages per DD-Washer for kraft and three for dissolving pulp due to the lower production level. These changes can be flexible according to quality parameters and are carried out by the operators on the run.
When it comes to pulp drying, the majority of the drying machine remains unchanged with just some minor adaptions. The main difference is that the drainability is far higher as the dissolving pulp is cooked longer and does not hold as much water as in the kraft process. Also, adaptations can be made to ensure that the pulp is as clean as possible with minimized traces of metals or foreign particles such as sand.
“The biggest change we need to make in the drying area is to replace the post screening installed for the kraft process with a pure cleaner plant to ensure that silicates and any other heavy impurities are removed,” says Bloder. “The cleaner plant removes heavy particles such as sand and silicates in a very efficient way.”
Cleanliness of the pulp before drying is further ensured by adding a hot shower in the forming section, as well as a final berol surfactant spray. Bloder explains, “In kraft pulp production, we usually add steam to the pulp to heat it up in the forming section. However, when switching to dissolving pulp, we usually add a hot water shower instead, again to make sure that remaining metals such as magnesium and calcium can be removed properly."
Just before the sheet enters the dryer, a berol spray is added that produces a chemical reaction with the fiber itself. This is important when it comes to the production process of dissolving pulp end user products.
Due to the changes in properties and conditions when operating with dissolving pulp, the risk of creating dust increases. The dryer is designed for minimal dust creation including, for example, the blow boxes, which are from the beginning designed and manufactured for optimal performance and runability for different types of fibers.
When it comes to the bale finishing, the duo wrapper is usually replaced or bypassed and a so-called ‘paper wrapper’ is installed.
Making the switch without stopping the line
Once the pre-hydrolysis vessel is heated, and chip feeding and transfer lines are in dissolving mode, the switch from producing kraft pulp to producing top quality dissolving pulp takes place. The time taken during this part of the process is dependent on the grade of dissolving pulp required. “First, we fill up the pre-hydrolysis vessel with chips while making room in the digester,” says Laakso. “Pre-hydrolysis chip filling is the only time when the digester blowline is closed. After the pre-hydrolysis vessel is full of chips, we then start transferring the chips to the digester. At the same time the digester blowline is opened again. It depends on the digester size, but normally it takes a couple of hours before dissolving pulp comes out of the digester.”
Alajoutsijärvi continues, “Transition from the cooking plant drying machine takes about 24 hours. It takes some time to fine-tune the process to meet the prime quality properties of the dissolving pulp. However, with the A-ConFlex concept, you can continuously control the reaction degree of the hemicellulose hydrolysis, adjust the viscosity of the pulp, and ensure cleanliness of the pulp to meet the highest criteria of dissolving pulp, such as Lyocell grade which can be produced with the ANDRITZ concept.”
When it comes to drying, there are only minor adjustments to be carried out. Bloder confirms, “In the pulp drying area, there are only small adjustments, such as adapting the production and basis weight, to be made, which are usually done within the few hours before the dissolving pulp arrives in the pulp drying area.
“This is not a totally easy process, but with the A-ConFlex technology we have developed a solution that works really well,” concludes Alajoutsijärvi. “Most importantly, we can continuously make a change from kraft to dissolving pulp and back, without stopping the process.”




































































{kind=link}