





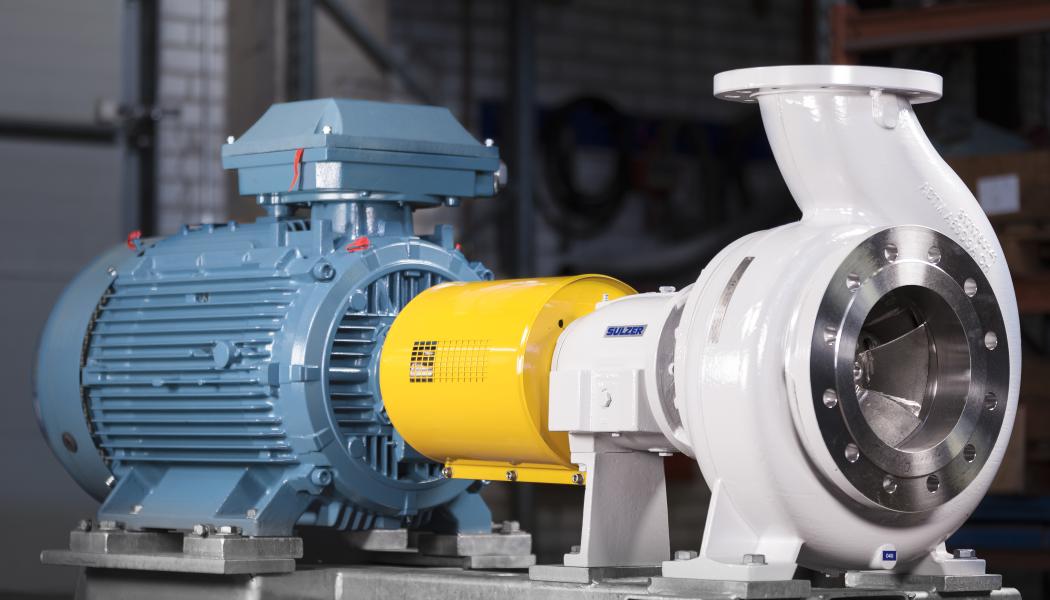
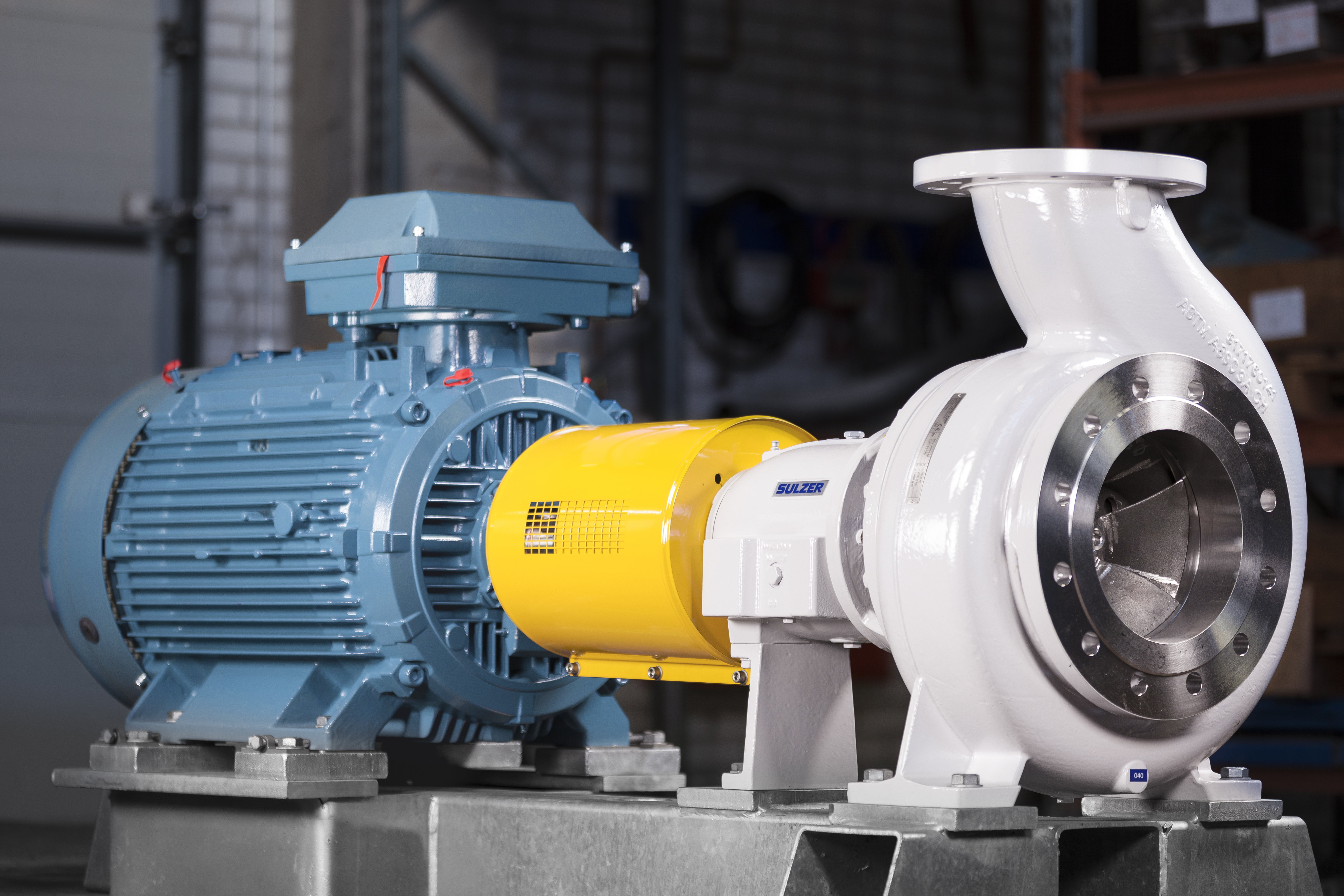
Ahlstar end-suction single-stage centrifugal pumps are designed to work with all types of liquids also in demanding industrial applications such as the pulp, paper and board, biofuels, mining, metals, and fertilizers industries. AHLSTAR pumps stand for reliability, peak performance, high efficiency, and low operating costs.
AHLSTAR is the world’s most comprehensive pump series for industrial use. The range includes AHLSTAR A and APP/T process pumps, NPP/T non-clogging pumps, WPP/T wear-resistant pumps, and EPP/T hot liquid pumps. From the first design of the range in the mid-1980s to the latest updates, Sulzer has delivered more than 200’000 AHLSTAR pumps worldwide. Over the years, we have developed a broad range of various hydraulics, advanced material options, and shaft seals to cover the requirements of a wide variety of pumping applications.
The extensive hydraulic coverage of the AHLSTAR pumps is designed for tough industrial pumping. Using our own simulation tools, we can quickly analyze various hydraulic designs and test the final design options in real operating conditions at our own full-scale laboratory.
AHLSTAR sets the standard
AHLSTAR complies with the global standards for centrifugal pumps, e.g., EN ISO 5199, so our customers can be assured that the pump range meets quality, performance, energy efficiency, and safety requirements. Compliance with the directive for use in potentially explosive atmospheres (ATEX) certifies that AHLSTAR meets essential health and safety specifications and undergoes appropriate conformity procedures. In addition, the pump series has been granted ACS drinking water certification and Food Contact Materials Regulation EC 1935/2004 certification. Pumps that are compliant with this regulation are the ideal solution for various food and beverage applications, from raw material production to processing and packaging.
To offer the best pumping solution, it is very important for us to understand the processes and the different needs of our customers. This means identifying the specific requirements and parameters of each pumping application and being familiar with the pumped liquid such as viscous fluids, fiber- containing sludge, mineral slurries, and liquids that contain large solids. The pump selection is always optimized to meet the conditions of the customer process in question.
Based on our long experience and thorough knowledge of customer applications, we have developed AHLSTAR to set the standard when it comes to resistance to corrosion and wear, just to mention a few of its essential characteristics.
Special features designed to provide reliability and durability
Responding to our customers’ needs, we have developed several new features for the AHLSTAR pump series over the years. Today, a dozen different advanced material options are available. The latest addition is ductile iron that is the optimal choice for light industrial pumping operations, where duplex stainless steel would be over-specified for the purpose. Thanks to the ductile iron option, it is not only possible but also rational to employ AHLSTARs throughout a process that requires pumps both for light and demanding applications. Their spare parts are compatible, and therefore the inventory can be optimized for the installed pump base.
AHLSTAR pumps have been employed for challenging duties for example in the chemical processing and biofuels industries for decades. For these applications, we offer an extensive material selection, and now also a heating jacket and a jacketed case cover that provide evenly distributed heating across the entire pump. Proper temperature of the liquid to be pumped prevents undesired sedimentation, crystal growth, and solidification of the fluid.
Moreover, we have developed a case cover with internal recirculation for AHLSTAR pumps. In this design, an internal recirculation flushing fluid channel is integrated inside the case cover, enabling seal flushing without external piping. In the chemical processing industry, flushing without piping is preferred to prevent liquid cooling and crystallization.
Sulzer offers a broad selection of mechanical and dynamical seals for AHLSTAR. We select the shaft seals carefully according to the pumped liquids and applications, and this precision helps to reduce operation costs and ensure uninterrupted pump operation. Our reliable sealing solutions build on solid experience and intensive development work related to shaft sealing in the process industry.
The thermosiphon SP8 seal pot brings substantial savings in sealing liquid consumption compared to an external seal flush plan. The seal pot system is designed for double mechanical seals with pumping feature. The highest reliability as well as the lowest operating and maintenance costs can be achieved with a combination of Sulzer’s mechanical seals and the thermosiphon SP8.
In some industrial processes, liquid needs to be pumped from below the floor level. A dry-installed self-priming end-suction pump is often used for this job. The AHLSTAR range includes a self-priming option, but as an alternative, we can offer the Sulzer ejector for fast, reliable, and fully automated priming. With the ejector, compressed air is only required during priming, and this lowers the energy consumption.
Maximum return on energy and material usage
The energy-efficient AHLSTAR pump series is designed to minimize the life cycle costs during the entire long service life of the pump. The energy cost constitutes the biggest cost item of a pump, which is why high efficiency is of utmost importance. In the process industry, reliability is equally important because it secures continuous production. Reliability also minimizes the maintenance costs during the lifetime of the pump, adding to the long-term value of the investment.
When an AHLSTAR ultimately requires maintenance, this is easy and fast thanks to the back pull-out construction.
The pump series has been designed in cooperation with service specialists to enable easy installation, maintenance, and service. The high interchangeability of wet ends, sealing units and bearing units enables a minimum spare parts inventory for the customer and translates into easy and swift spare parts supply for the huge, globally installed base. Thanks to the high level of modularity of the pump, upgrades are also made easy.
AHLSTAR for a smaller footprint
Environmental considerations have been of high priority in the latest pump developments and innovations. Maximized lifetime, low power consumption, minimized demand for sealing liquid, and extended service intervals – all these features contribute to saving resources and the environment. And what’s more, the materials used in the pumps are 99% recyclable.
In this article, we have referred to AHLSTAR’s features such as efficiency, reliability, durability, material versatility and recyclability, maximized uptime and an unmatched lifecycle. This may sound trite, and you might think that AHLSTAR is the least exciting process pump in the world. That is exactly how our loyal customers think, too. They don’t want excitement – they want peace of mind and peak pumping performance.




































































{kind=link}
{kind=link}